-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
CKX-serien - Anpassningsbar dubbelspindelsvarv- och fräsmaskin





- BESKRIVNING
- TEKNISKA PARAMETRAR
- KONTAKTA OSS
TEKNISKA PARAMETRAR
 | Basintroduktion |
| Spindelhuvud / vridmomentvärde |  |
 | Sorgligt dle ·Y-axeln har en dubbelhärdad styrbana, vilket ökar den effektiva spännvidden och ger optimal styvhet för skärmatning. |
| Kompensation för Y-axel ·X-axeln har en dubbel-hård rälskonfiguration, vilket ökar den effektiva spännvidden och ger optimal styvhet för skärmatning. |  |
 | Kraft Torn CKX750 |
| Stjärtstock W-axeln har en dubbelhärdad styrbana, vilket ökar den effektiva spännvidden och ger optimal matningsstyvhet. |  |
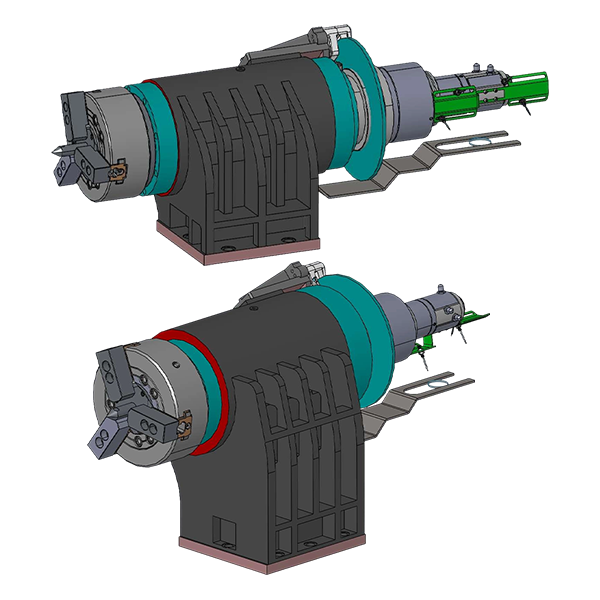 | Elektrisk spindel CKX750 |
| Center Vila | 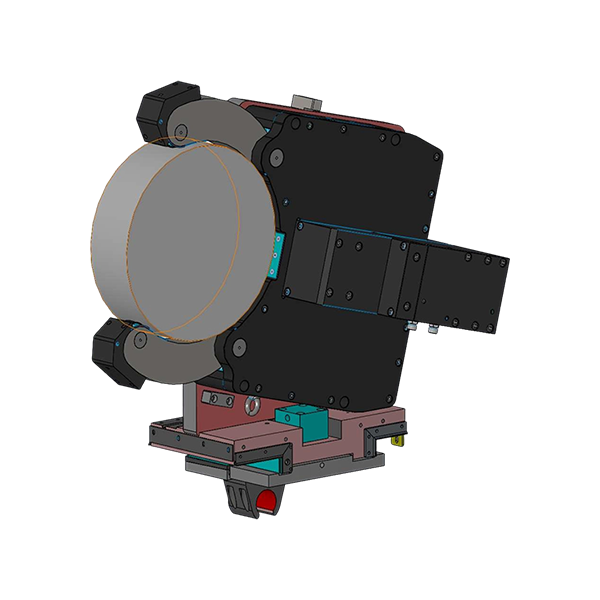 |


OM OSS
Dedikerad uteslutande till att fullända svarv-frästeknik
, etablerat 2015, fungerar som ett integrerat tillverknings- och handelsföretag, som hanterar allt från FoU och produktion till försäljning och service. Utrustade med avancerade bearbetningsanläggningar såsom CNC-portalbearbetningscenter, ytslipmaskiner och styrvägsslipmaskiner, upprätthåller vi strikt kvalitetskontroll genom hela produktionsprocessen - från gjutning och montering till försäljning av färdiga maskiner och support efter försäljning. Våra verktygsmaskiner är allmänt erkända för sin innovativa design, pålitliga prestanda, höga precision, utmärkta kostnadseffektivitet och omfattande service.
-
0
 Etablera In
Etablera In
-
0+
 Byggnadsområde
Byggnadsområde
-
0+
 Anställda
Anställda
-
0+
 Exportland
Exportland

HEDERSCERTIFIKAT
CERTIFIKAT




Var uppmärksam på våra senaste nyheter och utställningar
 Visa alla nyheter
Visa alla nyheter
Nyheter & insikter
-
 Branschnyheter
Branschnyheter -
Branschnyheter
-
Branschnyheter
-
Branschnyheter
INDUSTRIKUNSKAP
När Turn-Mill Composite faktiskt slår "Lathe Mill"
A effektiv bearbetning svarvfräs kompositmaskin visar sin fördel när en detalj behöver flera referenskonverteringar (svarvning, fräsning, borrning, gängning, off-center funktioner, vinklade hål) och toleranskedjan är tät. Om du flyttar en del mellan maskiner, lägger varje återklämma till fel, plus den "dolda kostnaden" för installationstid och inspektion under processen.
- Delar med koaxialprismatiska egenskaper: en klämning bevarar koncentricitet och sann position bättre.
- Medelstora partier med frekventa byten: färre fixturer och färre förskjutningar minskar tiden utan skärning.
- Högvärdiga delar: skrotrisken minskar när processen konsolideras och övervakas i ett kontrollsystem.
I vår egen linje håller vi FoU och processförbättringar fokuserade på en sak – kompositteknik för svarvverk – så att iterationshastigheten förblir hög och plattformen blir mer mogen med lägre felfrekvens över tid.
Datumstrategi: Hur man skyddar koncentricitet och sann position
På en vändfräskomposit kommer din största noggrannhetsvinst ofta från datumplanering snarare än att jaga specifikationer på mikronnivå. Målet är att hålla funktionsytor hänvisade till ett stabilt datum för alla operationer.
Praktiska regler som minskar toleransstapling
- Vrid den primära lokaliseringsdiametern och ytan först och fräs sedan de detaljer som refererar till dessa ytor.
- Använd sondering för att "stänga slingan" efter grovbearbetning, innan du avslutar kritiska mönster.
- Undvik återklämning om det inte är nödvändigt; om så krävs, återupprätta datum med hjälp av inspindelsond och dedikerade lokaliseringsfunktioner.
- Håll verktygsbanor överensstämmande med din GD&T: avsluta ytorna som driver toleransen sist för att minimera deformationseffekterna.
Ett vanligt misstag för köparen är att "handla spec" samtidigt som man ignorerar datumdisciplin. I verklig produktion, kontinuitet med en uppsättning datum är vanligtvis den större spaken.
B-axel vs. fast fräsning: vad du vinner, vad du måste kontrollera
Genom att lägga till en B-axel (eller motsvarande multiaxlig fräsningsmöjlighet) utökas funktionsomslutningen – vinklade ytor, sammansatta hål, friformsfräsning – utan sekundära inställningar. Avvägningen är att kalibrering och processdisciplin är viktigare.
| Förmåga | Bäst passande applikationer | Nyckelkontrollpunkt |
|---|---|---|
| Fräsning med fast vinkel | Slitsar, plattor, bultcirklar | Spindel-till-verk offset stabilitet |
| B-axel / fleraxlig fräsning | Vinklade hål, pumphjul, komplexa ytor | Roterande axelkalibrering sondverifiering |
Om dina delar mestadels är 2,5D-fräsning på svarvat lager, kanske du inte behöver full multiaxlig. Men om du gör det, se till att byggaren har en beprövad kalibreringsmetod och stöder verifieringsrutiner – det är här en FoU-fokuserad tillverkare kan göra ägarupplevelsen smidigare.
Chip Control: The Hidden Determinant of Uptime in Composite Machining
Svarvfräskompositskärning skapar blandade spåntyper: långsvarvspån, trasiga frässpån och trådiga borrspån. Spånevakuering är inte kosmetisk – det påverkar ytfinish, verktygslivslängd, spindellastlarm och till och med axelslitage om spån återcirkulerar.
Vad ska man bygga in i processen
- Använd spånbrytargeometrier för svarvning; "tvinga" inte spånbrytning genom övermatning om det skadar finishen.
- Sekvensoperationer så tung svarvning begraver inte känsliga fräsfunktioner under spån.
- Högtryckskylvätska är mest värdefull för djupborrning, avstickning och gummiartade material.
- Se upp för spånpackning runt underspindeln/sekundära hållarområdet; det är en frekvent källa till oväntade driftstopp.
När du utvärderar maskiner, fråga om spånevakueringsdesign och servicebarhet. I riktiga butiker, spånstabilitet är ofta lika med produktionsstabilitet .
Termiskt beteende: Varför "God morgon, dålig eftermiddag" händer
Kompositmaskiner koncentrerar fler värmekällor i en kapsling: huvudspindel, frässpindel, servon, kulskruvar och ofta en andra spindel. När temperaturen avviker, gör verktygets mittpunkter och spindeltillväxt också - speciellt märkbar på långa delar eller djupa hål.
Taktik på butiksgolvet för att stabilisera noggrannheten
- Värm upp med representativa spindelhastigheter och axelrörelser, inte bara på tomgång.
- Slutför kritiska diametrar/hål efter att maskinen har nått ett stabilt termiskt tillstånd.
- Använd sondering för att kompensera: mät en referensfunktion och korrigera offset före sista pass.
- Om din tolerans är snäv, standardisera kylvätsketemperaturen och håll skåpsdörrarna stängda under efterbehandling.
Den praktiska takeawayen: repeterbarhet kommer från termisk konsistens mer än engångsgeometrikontroller.
Verktygshantering: Hur man förhindrar kollision och minskar tiden för att inte skära
Eftersom svarvnings- och fräsverktygssystem delar samma arbetsområde är verktygshantering både en produktivitetsspak och ett säkerhetskrav. Kollisioner kommer ofta från förbisedda verktygslängdsändringar, dåligt inställda arbetsförskjutningar eller blandade koordinatkonventioner mellan svarv- och fräscykler.
Processkontroller värda att standardisera
- Underhåll a effektiv bearbetning svarvfräs kompositmaskin bibliotek med verifierade mätlängder och stick-out-gränser; lås redigeringar bakom behörigheter.
- Använd verktygsförinställd mätning i maskinen där det är möjligt för att fånga offsetdrift tidigt.
- Standardisera säkra plan för både svarv- och fräsoperationer; undvik "anpassade säkra plan" per programmerare.
- Introducera ett torrkörningsprotokoll för nya program: reducerad matning, enkelblockering och kollisionskontrollfokus nära chuck/backar.
Det är också därför vi håller reservdelar och teknisk support dedikerad till en maskintyp: snabb respons är mest meningsfullt när du försöker skydda upptid.
Workholding val som gör eller bryter sammansatt bearbetning
I vändfräskompositarbete gör chucken och käftarna mer än att hålla – de definierar datumet, påverkar rundheten och avgör om överföringsoperationerna är stabila. Överklämning kan deformera tunnväggiga delar; underklämning orsakar mikroslip som förstör ytfinish och positionsnoggrannhet.
Vanliga scenarier och bästa praxis
- Tunna rör/ringar: använd mjuka käftar som borras med samma klämkraft som används i produktionen; avsluta kritiska ID:n efter att stressen har stabiliserats.
- Långa skaft: använd ändstock/stöd eller stadiga lösningar; prioritera vibrationskontroll innan du ökar hastigheten.
- Överföring till underspindel: lägg till en lokaliseringsfunktion (pilot/axel) så att det andra greppet refererar till en känd yta.
- Fräsning med högt vridmoment på svarvad lager: verifiera käftans tandning och kontaktmönster; dålig kontakt är en tyst källa till prat.
Om du vill ha en snabb utvärdering: förbättra arbetshållningen först, justera sedan parametrarna – förändringar i arbetshållningen kan leverera omedelbar avkastningsförbättring .
specialiserar sig på
forskning och utveckling, tillverkning och försäljningstjänster inom verktygsmaskinen
industri. Anpassad CNC-svarv- och fräsmaskin och CNC svarvning och fräsning av kompositcenterfabrik.
Erfaren personal och experter finns alltid tillgängliga för dig
professionell vägledning och lösningar på tekniska problem.
Produkt
Varför oss
Newsroom
Snabblänkar
Upphovsrätt © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

